- 成都威諾精密機(jī)械有限公司
- CHENGDU VINO PRECISION MACHINERY CO.,LTD
在航空航天、醫(yī)療器械、精密儀器等高端制造領(lǐng)域,高精度小零件(通常尺寸在幾毫米至幾十毫米,公差要求±0.001mm級(jí)別)是核心功能載體。從航空發(fā)動(dòng)機(jī)的微型葉片到心臟支架的鏤空結(jié)構(gòu),從芯片封裝的引腳部件到光纖通信的連接器,這類零件的加工精度直接決定了終端產(chǎn)品的性能、可靠性與使用壽命。隨著制造技術(shù)向“微納化”“極致化”升級(jí),高精度小零件精密加工已成為衡量國家高端制造水平的重要標(biāo)志,其技術(shù)突破與質(zhì)量管控體系構(gòu)建迫在眉睫。

高精度小零件加工面臨的核心難點(diǎn)集中在“尺寸效應(yīng)”與“精度敏感性”兩大維度。與常規(guī)零件相比,小零件的比表面積大,加工過程中易受切削力、熱變形、振動(dòng)等因素影響。例如,直徑5mm的不銹鋼軸類零件在車削時(shí),僅0.01N的切削力波動(dòng)就可能導(dǎo)致軸線彎曲;而微型塑料齒輪加工中,切削區(qū)域溫度升高5℃便會(huì)引發(fā)材料軟化,造成齒形精度偏差。同時(shí),小零件的裝夾定位難度極高,傳統(tǒng)卡盤裝夾易產(chǎn)生夾緊變形,需采用真空吸附、電磁定位等特殊裝夾方式,且定位基準(zhǔn)的選擇需嚴(yán)格遵循“基準(zhǔn)統(tǒng)一”原則,避免累積誤差。此外,加工工具與零件的“尺寸匹配性”也是關(guān)鍵挑戰(zhàn),微型刀具的剛性不足易導(dǎo)致顫振,需通過材料升級(jí)與結(jié)構(gòu)優(yōu)化提升其穩(wěn)定性。
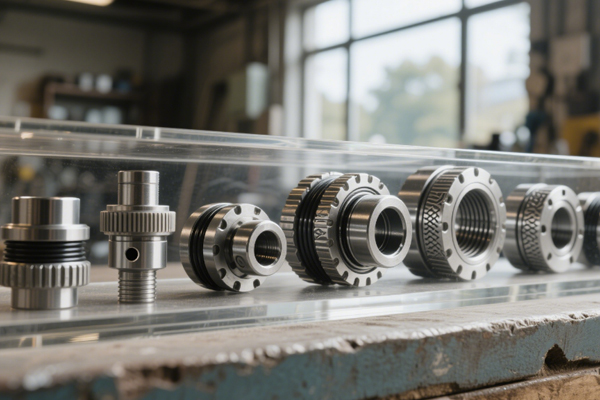
加工技術(shù)的精準(zhǔn)應(yīng)用是突破精度瓶頸的核心。當(dāng)前主流的精密加工技術(shù)已形成“多工藝協(xié)同”體系,其中數(shù)控車銑復(fù)合加工、電火花加工(EDM)、慢走絲切割、微銑削技術(shù)最為常用。數(shù)控車銑復(fù)合加工憑借“一次裝夾完成多工序”的優(yōu)勢,大幅減少裝夾誤差,特別適用于軸類、盤類小零件的加工,配合高精度主軸(轉(zhuǎn)速可達(dá)20000rpm以上)與光柵尺閉環(huán)反饋系統(tǒng),可實(shí)現(xiàn)圓度0.0005mm以內(nèi)的加工精度。對(duì)于硬度超過HRC50的超硬材料零件(如模具鋼微型凸模),電火花加工通過脈沖放電蝕除材料,避免機(jī)械切削力影響,加工精度可達(dá)±0.001mm,且表面粗糙度可控制在Ra0.1μm以下。
慢走絲切割技術(shù)則在復(fù)雜形狀小零件加工中展現(xiàn)獨(dú)特優(yōu)勢,其利用連續(xù)移動(dòng)的銅絲作為電極,通過高頻脈沖放電切割材料,可加工出最小寬度0.1mm的窄縫與復(fù)雜曲面,在醫(yī)療器械的微型活檢針加工中,能精準(zhǔn)實(shí)現(xiàn)針尖角度與側(cè)孔位置的精度要求。微銑削技術(shù)針對(duì)鋁合金、鈦合金等輕合金小零件,采用直徑0.1-1mm的微型立銑刀,配合高速主軸與精密進(jìn)給系統(tǒng),可完成復(fù)雜型腔加工,但需通過優(yōu)化切削參數(shù)(如進(jìn)給速度500mm/min、切削深度0.01mm)減少刀具磨損與加工變形。值得注意的是,加工過程中的冷卻潤滑需采用微量潤滑(MQL)技術(shù),避免切削液殘留對(duì)小零件精度的影響。
質(zhì)量管控是高精度小零件加工的“生命線”,需建立“全流程閉環(huán)檢測”體系。加工前需對(duì)原材料進(jìn)行嚴(yán)格篩選,通過超聲波探傷排除材料內(nèi)部缺陷,利用千分尺與光譜分析儀檢測尺寸與成分純度;加工過程中采用在線檢測技術(shù),如激光干涉儀實(shí)時(shí)監(jiān)測主軸運(yùn)動(dòng)精度,三坐標(biāo)測量機(jī)(CMM)對(duì)關(guān)鍵尺寸進(jìn)行抽樣檢測,檢測精度可達(dá)0.0001mm;加工后需進(jìn)行全面檢測,包括表面粗糙度儀檢測表面質(zhì)量、圓度儀檢測回轉(zhuǎn)精度,對(duì)于有密封性要求的零件,還需通過氣密性測試驗(yàn)證性能。此外,環(huán)境管控不可忽視,加工車間需保持恒溫(20±0.5℃)、恒濕(50%-60%)、無振動(dòng)的環(huán)境,避免溫度波動(dòng)與外界干擾影響加工精度。
技術(shù)創(chuàng)新與人才培養(yǎng)是推動(dòng)高精度小零件加工發(fā)展的雙引擎。隨著工業(yè)4.0的推進(jìn),數(shù)字孿生技術(shù)開始應(yīng)用于加工過程,通過構(gòu)建虛擬加工模型,提前模擬切削力、熱變形等對(duì)精度的影響,實(shí)現(xiàn)加工參數(shù)的優(yōu)化。人工智能算法則用于預(yù)測刀具壽命,通過分析加工過程中的振動(dòng)、溫度等數(shù)據(jù),及時(shí)提醒更換刀具,減少廢品率。在人才方面,需培養(yǎng)既掌握精密加工工藝,又熟悉高端設(shè)備操作與檢測技術(shù)的復(fù)合型人才,滿足行業(yè)發(fā)展需求。
高精度小零件精密加工是高端制造的基礎(chǔ)支撐,其技術(shù)水平的提升直接推動(dòng)相關(guān)產(chǎn)業(yè)的升級(jí)。未來,隨著材料科學(xué)、控制技術(shù)與人工智能的深度融合,高精度小零件加工將朝著“更高精度、更高效率、更低成本”的方向發(fā)展。企業(yè)需聚焦技術(shù)創(chuàng)新,完善質(zhì)量管控體系,才能在激烈的市場競爭中占據(jù)優(yōu)勢,為我國高端制造產(chǎn)業(yè)的發(fā)展提供堅(jiān)實(shí)保障。
務(wù)聯(lián)系(高經(jīng)理)")
咨詢(高經(jīng)理)")
務(wù)微信")
")
網(wǎng)站")