在航空發動機、制冷機組等高端裝備中,壓縮機薄壁合體是實現高效能量轉換的核心部件。這類由多層薄壁金屬構成的復雜結構,焊接時僅0.1mm的熱變形就可能引發貫穿性裂紋,直接導致部件報廢。傳統焊接工藝的合格率長期低于60%,成為制約精密制造的“卡脖子”難題。如今,精密機械加工領域誕生的壓縮機薄壁合體焊接防裂系統,通過“熱場精準控制+應力動態補償”的創新技術路徑,將焊接合格率提升至99%以上,為高端壓縮機的量產提供了堅實保障,也重新定義了薄壁焊接的精度邊界。
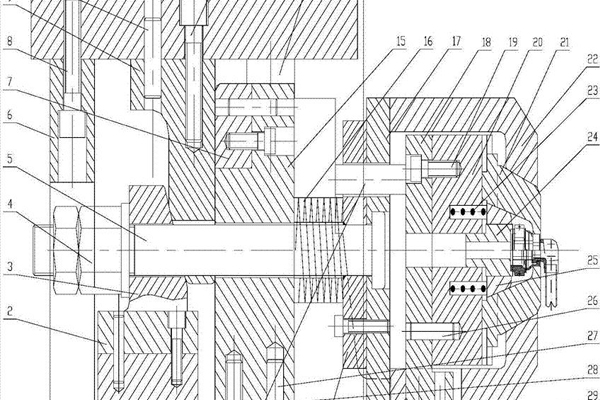
壓縮機薄壁合體的焊接開裂,本質是“熱輸入失衡與應力集中”的雙重作用結果。薄壁材料通常采用316L不銹鋼或鈦合金,厚度多在0.5-2mm之間,熱傳導速度快且熱容量小,焊接時局部溫度瞬間可達1500℃以上,而相鄰區域溫度僅數十攝氏度,巨大的溫差會產生高達200MPa的熱應力。同時,多層結構的焊縫交叉處易形成應力疊加,當應力超過材料的屈服強度時,就會出現沿晶界擴展的微裂紋。傳統焊接僅依賴焊工經驗控制電流,無法實現熱場與應力的精準調控,這也是裂紋問題反復出現的根源。
焊接防裂系統的核心突破,在于構建了“三維熱場閉環控制系統”,從源頭遏制熱變形引發的開裂。系統搭載的紅外測溫陣列由16個高精度傳感器組成,能以100Hz的頻率實時采集焊接區域的溫度分布數據,形成三維熱場云圖。當局部溫度梯度超過50℃/mm時,中央控制系統會立即調整脈沖激光焊的輸出參數——將激光功率從1500W精準降至800W,同時加快焊接速度從0.5m/min提升至1.2m/min。這種動態熱輸入調節,使焊縫區域的溫度始終穩定在材料相變臨界點附近,熱變形量控制在0.03mm以內。
應力實時補償技術是防裂系統的另一項關鍵創新。系統在焊接平臺內置8組微型伺服頂針,通過有限元分析提前預判應力集中區域,在焊接過程中同步施加反向頂緊力。以壓縮機氣缸薄壁合體焊接為例,當焊縫熔池凝固收縮產生拉應力時,伺服頂針會在對應位置施加0.2MPa的壓應力進行抵消,避免應力累積導致裂紋萌生。頂針的位移精度可達0.001mm,響應時間不足10ms,確保應力補償與焊接過程完全同步。此外,系統還采用“焊后錘擊”模塊,通過高頻小振幅錘擊消除焊縫殘余應力,使應力消除率達到85%以上。
材料適配性優化進一步提升了防裂系統的普適性。針對不同材質的薄壁材料,系統內置了專屬焊接工藝數據庫:焊接316L不銹鋼時,采用氬氣+氫氣的混合保護氣體,比例控制為95:5,防止焊縫氧化;焊接鈦合金時,則切換為高純度氬氣保護,并將焊接環境的氧含量控制在10ppm以下,避免鈦合金吸氧脆化。同時,系統配備的自適應焊槍能根據薄壁件的曲面輪廓,自動調整焊接角度與距離,確保在復雜結構的焊接中,每一段焊縫都能獲得均勻的熱輸入與保護效果。
全流程質量監控體系為焊接質量提供了雙重保障。焊接前,系統通過視覺識別技術檢測薄壁件的裝配間隙,當間隙超過0.05mm時自動觸發預警,避免因裝配誤差導致焊接缺陷;焊接過程中,高速攝像機以2000幀/秒的速度拍攝熔池形態,AI算法實時分析熔寬、熔深等參數,發現異常立即停機;焊接完成后,超聲波探傷儀對焊縫進行全面掃描,能精準識別0.1mm以下的微裂紋,檢測結果與焊接參數同步上傳至MES系統,實現全流程可追溯。這套監控體系使焊接缺陷的檢出率達到100%,從根本上杜絕不合格產品流入下道工序。
防裂系統的應用已在多個高端制造領域取得顯著成效。在航空發動機壓縮機焊接中,采用該系統后,薄壁合體的焊接合格率從傳統工藝的58%躍升至99.2%,單件制造成本降低40%,生產周期縮短60%;在超低溫制冷壓縮機生產中,系統成功解決了鈦合金薄壁焊接開裂問題,使壓縮機的制冷效率提升12%,使用壽命延長至15年以上。此外,該系統還可適配新能源汽車空調壓縮機、醫療氧壓縮機等多種產品的焊接需求,展現出強大的技術擴展性。
隨著精密制造技術的發展,焊接防裂系統正朝著“智能化+集成化”方向演進。新一代系統已融入數字孿生技術,通過構建焊接過程的虛擬模型,提前模擬不同工藝參數下的焊接效果,實現加工參數的預優化;同時,系統與增材制造技術結合,可先通過3D打印制作薄壁件預成型坯,再進行精密焊接,進一步提升部件的結構精度。未來,隨著量子測溫、AI工藝自學習等技術的融入,防裂系統將實現更高精度的熱場與應力控制,為壓縮機薄壁合體焊接提供更可靠的技術支撐,推動高端裝備制造向更高精度、更高效率的方向邁進。
")
")


